



Hamon
The katana part called hamon – 刃文 literally translated in Japanese as “blade pattern” is the effect created by the hardening process. The blade created using this hardening process called Yaki-ire will have different HRC (Rockwell scale) on the Ha and Mune parts.
Tsuchioki: Making the hamon

To obtain such differential hardness on a single blade, different layers of clay are applied (Tsuchioki) on the blade (ticker layer on the mune and thinner on the edge) before being heated between 700° and 900°c and then quenching it in a trough of water. What is less knowed is that if the swordsmith is not satisfied with the produced hamon. He can reset it by heating the blade and let it cool slowly. A well made blade will be able to withstand three to five attempts. Yaki-ire is the most dramatic moment in a swordsmith’s day, the average success rate of blades surviving the Yaki-ire process is around 50 to 75%.
The Yaki-ire process will lead to a Mune hardness of ~40HRC (pearlitic steel) and a Ha > 55HRC (martensitic steel). Blades obtained with such process lead to very sharp edges while remaining flexible to handle metal stress and shocks.
The hamon is the transition between the region of harder steel of the blade edge and the softer steel of the back of the sword. This difference in hardness is the objective of the process; the appearance is purely a side effect. Even if the the appearance is a side effect, swordsmith are generaly used to produce specific temper line and can be considerer as an aesthetic/school signature.
Katana hamon pattern list
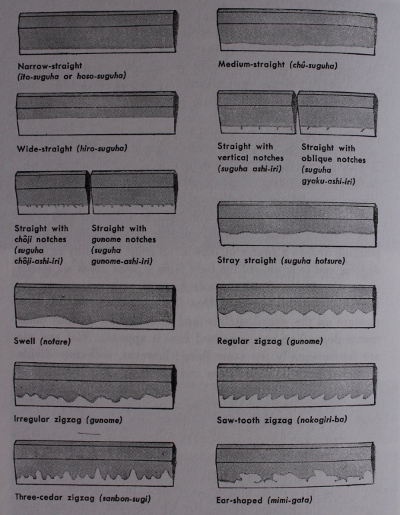 |
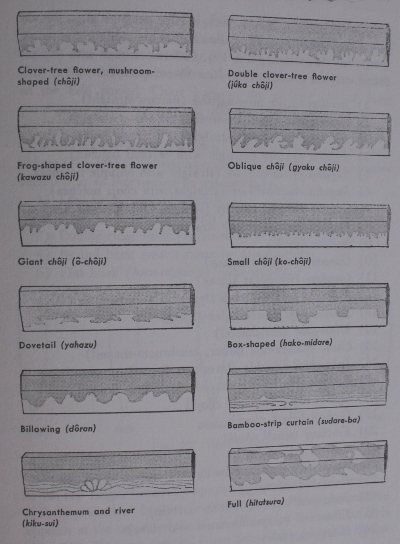 |